EVA Hard Case Manufacturers specialize in the production and distribution of protective hard cases made from ethylene-vinyl acetate (EVA).
These cases find a wide range of applications across industries, including the protection of electronic gadgets, carrying of medical equipment, and storage of cosmetic products among others.
Leveraging the high pliability and excellent shock-absorbing properties of EVA, manufacturers produce hard cases in various shapes and sizes to cater to diverse customer needs.
Table of Contents

Purpose of the Study
The primary objective of this research is to provide an in-depth analysis of EVA hard case manufacturers. Through this study, we aim to understand the market dynamics, the technological advancements, the quality assurance methods, and the competitive positioning strategies employed by these manufacturers. This study serves as a comprehensive guide for anyone looking to understand or engage with the EVA hard case manufacturing industry.
Why EVA Hard Cases?
EVA, or Ethylene-vinyl acetate, is a type of plastic material known for its flexibility, toughness, and good clarity. It’s widely used to make hard cases due to these properties. The growth in demand for these cases across various sectors, including electronics, sports equipment, and luxury goods, underscores the importance of this study.
Overview of the EVA Hard Case Industry
The EVA hard case industry has shown steady growth over the past decade. As an integral part of the broader plastics industry, the EVA hard case sector caters to a wide range of markets including consumer electronics, healthcare, and high-end luxury goods among others.
Market Dynamics
The rise in demand for durable and high-quality protective cases for various products has fuelled the growth of the EVA hard case industry. Additionally, the versatility of EVA material allows for its application in diverse sectors, thus expanding the market reach of this industry.
Major Players
The EVA hard case industry is populated by a number of manufacturers, both large and small, that contribute to the industry’s overall output. These companies vary in their scale of operations, product offerings, and market strategies.
Profile of EVA Hard Case Manufacturers
Understanding the key players in the EVA hard case manufacturing industry is crucial to grasp the overall market dynamics. This section outlines the major manufacturers in the sector, providing a brief history and background for each.

List of Major Manufacturers
Here are a few prominent EVA hard case manufacturers:
- Case Logic: Case Logic is renowned for its range of high-quality, innovative and stylish carrying cases and accessories. Their product line ranges from laptop and camera cases to tablet and mobile cases.
- Tomtoc: Tomtoc is a design-driven bags brand following the human-centered principle. They produce carry cases for laptops, tablets, and gaming devices with a unique, innovative edge.
- Hermitshell: Hermitshell provides a broad selection of EVA hard cases suitable for a variety of electronics, sports equipment, and other miscellaneous items.
History and Background of Manufacturers
Case Logic
Case Logic was founded in 1984 in Boulder, Colorado. Initially, they started by making storage cases for cassette tapes, and have since expanded into a global company providing a wide array of cases for electronic devices.
Tomtoc
Tomtoc was established in 2016, Los Angeles. They focus on designs that fuse urban lifestyle with advanced modern technological elements, aiming to make digital gear both easier to carry and better protected.
Hermitshell
Founded in 2010, Hermitshell has quickly grown into one of the leading providers of custom EVA cases. They specialize in creating hard EVA cases for a wide variety of applications.
Bonito
Bonito is another noteworthy name in the world of EVA hard case manufacturers. The company prides itself on specializing in both hard shell and soft EVA zipper carrying cases. With a vast array of products including EVA Zipper Cover Cases for electronics, EVA Zipper Cases for Tools, EVA medical cases, and even EVA cases for cosmetics, Bonito strives to meet the diverse needs of its global customer base.
History and Background of Bonito
Bonito Packaging Co., Ltd focuses on consistently delivering high-quality EVA cases. Their commitment to top-notch design without compromising on quality, combined with their exceptional after-sales service, sets them apart in the industry.
Their high-quality EVA Cases have earned them a solid reputation worldwide. Furthermore, Bonito boasts an innovative R&D team that designs a wide variety of EVA portable cases, bags, and boxes to cater to various customer demands. They also offer customization options where necessary.
Their manufacturing protocol integrates multiple advanced, high-standard textile, and sewing technologies to produce the best EVA bags. This commitment to quality and innovation aligns with their primary goal of fulfilling the demands and needs of their customers while providing excellent value.
Product Analysis
Analyzing the various products in the EVA hard case market helps to understand the diversity and depth of this industry. From various types of cases to specific examples, this section delves into a thorough examination of the products offered by manufacturers in this sector.
Types and Functions of Products
EVA hard cases come in a wide variety of types, each designed for a specific function. The most common types include:
- Electronics Cases: These are used to protect electronic devices such as laptops, cameras, gaming devices, and headphones. They are designed to shield the devices from physical damage and from elements such as dust and water.
- Tool Cases: These are rugged cases meant to house various tools. They often come with custom foam inserts to hold each tool securely.
- Medical Cases: These are used to store and protect medical equipment. They are often designed to be easy to clean and sterilize.
- Cosmetics Cases: These are designed to safely store cosmetic products. They often come with compartments or trays to organize the products effectively.
Case Studies of Specific Products
EVA Zipper Cover Case for Electronics
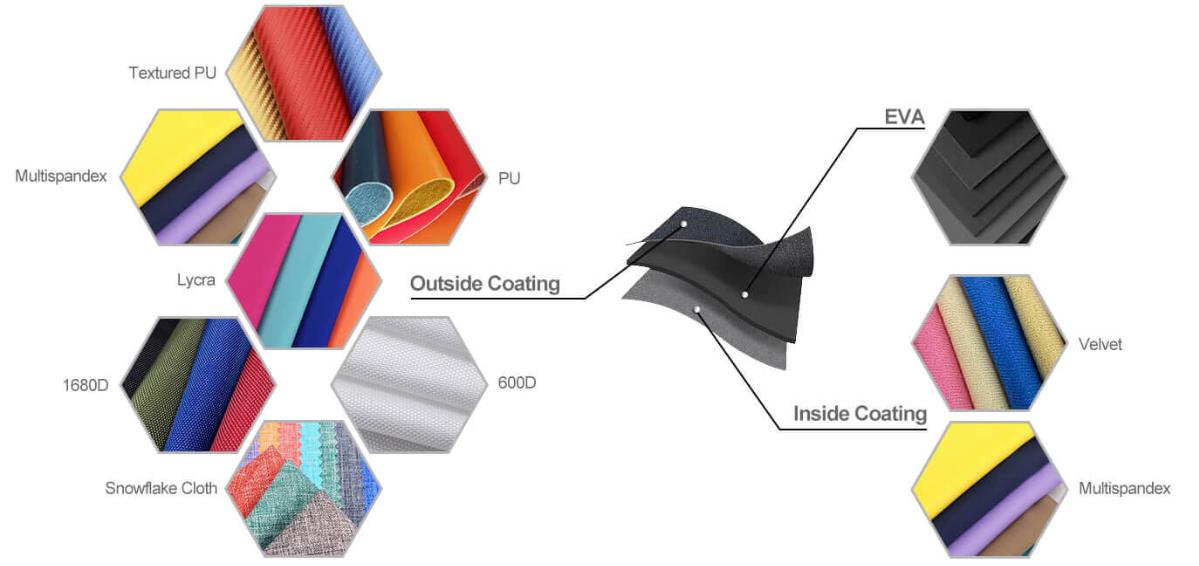
The EVA Zipper Cover Case for Electronics is an excellent example of the versatility of EVA material. With a sturdy exterior and a soft interior lining, these cases are designed to provide optimal protection for various electronic devices.
EVA Medical Case
The EVA Medical Case is another noteworthy product. With its easy-to-clean surface and secure storage compartments, it serves as an effective solution for transporting and storing medical equipment.
Product Innovations
Innovation is key in the EVA hard case industry. Manufacturers are continually developing new designs and features to improve the functionality and aesthetic appeal of their products. For instance, recent trends include the integration of wireless charging capabilities into EVA cases for electronic devices, and the use of eco-friendly materials in the production process to meet the growing demand for sustainable products.
Manufacturing Technology
Understanding the manufacturing technology and processes employed in the creation of EVA hard cases is crucial to comprehend the product’s quality and potential. This section delves into the production process, the technological advantages, challenges, and the ongoing technological innovations in the industry.
Process of EVA Hard Case Manufacturing
The manufacturing process of EVA hard cases involves several stages. The process starts with the creation of an EVA foam sheet, which is then shaped into the desired case structure using a molding process. The process continues with the addition of features like zippers, handles, and interior lining or compartments. The final stage involves quality control checks to ensure that the finished product meets the set standards.
Technological Advantages and Challenges
EVA hard case manufacturing technology comes with its own set of advantages and challenges. One of the main advantages is the versatility of the EVA material, which can be molded into various shapes and sizes to accommodate a wide range of products. Furthermore, EVA offers excellent shock absorption properties, providing effective protection for the items housed within the cases.
On the downside, the production process requires high energy consumption, which could contribute to environmental concerns. Also, the quality and properties of EVA can vary depending on the production conditions, which calls for meticulous quality control measures.
Technological Innovations and R&D Investments
Staying ahead in the EVA hard case industry requires continual technological innovation and significant investments in research and development (R&D). Manufacturers are consistently exploring new technologies to improve the durability, functionality, and environmental sustainability of their products. For instance, advancements in molding technology have allowed for the creation of more complex and precise case designs. Moreover, ongoing research into more energy-efficient production methods and the use of recycled or bio-based materials reflects the industry’s commitment to sustainability.
Quality Assurance
Quality assurance plays a pivotal role in the EVA hard case industry, ensuring the production of high-standard and reliable products. This section discusses the quality control processes manufacturers implement and the certifications they comply with to maintain product quality.

Quality Control Processes
Quality control in EVA hard case manufacturing involves a series of processes designed to ensure that the finished product meets the intended quality standards. It begins from the procurement of raw materials, ensuring that only high-quality EVA foam is used.
The manufacturing process itself is also subject to stringent controls, with inspections carried out at every stage. These checks might involve measuring the thickness and uniformity of the foam sheets, examining the durability and strength of the case’s structure, and checking the functionality of added features like zippers and handles.
Finished products undergo final quality control checks before they are packaged and shipped. This might include a visual inspection for any cosmetic flaws, as well as functional tests to ensure that the case opens and closes correctly and that it provides adequate protection for the intended contents.
Certifications and Compliance
Compliance with international quality standards is another crucial aspect of quality assurance in the EVA hard case industry. This often involves acquiring certifications from recognized quality assurance organizations. For instance, many manufacturers aim to achieve ISO 9001 certification, a globally recognized standard for quality management systems.
Manufacturers must also comply with specific product safety standards depending on the intended use of their cases. For example, medical cases might need to comply with healthcare industry regulations, while cases designed to carry electronics may need to pass certain anti-static or electromagnetic interference tests.
Market Positioning and Strategy
A company’s market positioning and strategy can significantly influence its success in the EVA hard case industry. This section examines the target markets and customers, market share analysis, and the competitive advantage and differentiation strategies used by manufacturers.
Target Markets and Customers
EVA hard case manufacturers typically target a diverse range of markets and customers. The electronics market, including consumers who need protection for devices like laptops, cameras, headphones, is a significant target. Other markets include the medical field, where cases are used to safely transport and store equipment, and industries like construction or mechanics that require robust tool cases.
Many manufacturers also target the cosmetics industry, creating cases for professionals needing to transport their products and tools, as well as consumers looking for stylish and practical storage solutions.
Market Share Analysis
An analysis of market share can provide valuable insights into the competitive landscape of the EVA hard case industry. While comprehensive market share data might require specific industry reports, some general trends can be observed. For instance, larger manufacturers with extensive product ranges and strong distribution networks tend to dominate the market, while smaller manufacturers can carve out their own niche by focusing on specific types of cases or markets.
Competitive Advantage and Differentiation Strategy
Competitive advantage in the EVA hard case industry often stems from a combination of factors like product quality, innovation, pricing, and customer service. Manufacturers may differentiate themselves by specializing in specific types of cases, or by offering unique features or designs.

Investment in research and development can also lead to product innovations that provide a competitive edge. Similarly, a commitment to sustainability, through the use of eco-friendly materials or energy-efficient manufacturing processes, can enhance a manufacturer’s reputation and appeal to environmentally conscious consumers.
Future Outlook
The future of the EVA hard case industry is shaped by current trends, as well as the future plans and strategies of the manufacturers themselves. This section offers a glimpse into the potential future of the industry.
Trends in the Industry
Several trends are currently shaping the EVA hard case industry. One of the most notable is the increasing demand for sustainable and eco-friendly products. As consumers become more environmentally conscious, manufacturers are responding by exploring more sustainable materials and production methods.
Another trend is the increased demand for customization. Whether it’s the ability to choose the color and design of a case, or the option to customize the internal layout, consumers are seeking products that can be tailored to their specific needs.
Technology integration is also a trend, with some manufacturers beginning to incorporate features like built-in power banks or wireless charging capabilities into their cases.
Future Plans and Strategies of Manufacturers
Looking forward, many manufacturers are planning to focus on sustainability and customization, in line with the aforementioned trends. This might involve investing in research and development to explore new, eco-friendly materials, or developing new production methods that are more energy-efficient.
Many manufacturers are also looking at ways to enhance their customization options, whether through offering a wider range of colors and designs, or through offering more advanced customization options like custom foam inserts.
Some manufacturers are also considering collaborations with tech companies to integrate more technology into their products, such as incorporating wireless charging capabilities or even smart features that can connect to a user’s smartphone.
References
- Ethylene-vinyl acetate (EVA) – Wikipedia
- Manufacturing – Wikipedia
- ISO 9000 Quality Management – Wikipedia






